联系电话:13222488888
联系电话:13222488888
联系电话:13222488888

电话:13222488888
传真:0523-88693722
邮箱:215834542@qq.com
网址:www.wstmep.com
www.jswositan.com
地址:江苏省泰州市姜堰区娄庄工业园
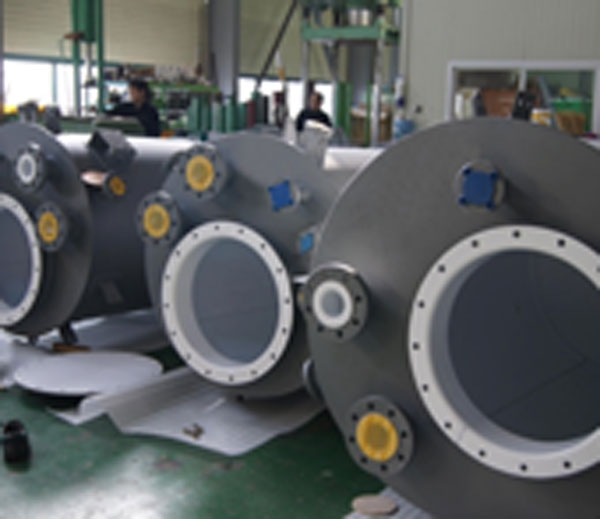
钢衬四氟储罐熔融流动性差,涂层必须达到一定的厚度,才能达到防腐蚀要求。
衬里可分松衬和紧衬,其工艺分别如下:
松衬: 简体清理→板材选择→焊接→衬里→翻边→检测。
紧衬: 简体清理→通水加热胶粘剂固化→板材选择→板面活化处理→焊接→简体上胶粘剂内衬→翻边→检测。
焊接件的主要参数为:内臣焊接采用热压搭接焊,焊缝宽度20-25㎜,焊缝压力0.1-0.2MPa,温度360-380℃。

钢衬四氟管适用于高温下强烈腐蚀性气体和液体,其它类型钢塑复合管和金属管不适输送介质,钢聚四氟乙烯复合管均适用。此外,钢聚偏氟类复合管适用的输送工作温度在-40℃~+150℃的腐蚀性介质。
钢衬塑管道即钢塑复合管,是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性塑料管(常用PE、PO、F4)的复合管道。衬塑管道生产要经过:下料、组对、钢件焊接、打磨、喷砂除锈、钢管放入电加热炉加热、滚塑、外观处理等步骤,其中滚塑是关键。
钢衬塑管道在滚塑时的注意事项:
塑粉不得有铁锈(屑)、木块、纸屑等有害杂质,必要时需过筛。衬塑管道长度在500mm以上的需在滚动辊上滚塑,到温度达到滚塑温度即可加料。加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。滚塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。
滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分。一般管径越大速度越慢。
停转时,卸下密封面工装后一次找平(用凉的平整胎压平整)并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。
法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速 应低于 30转/分。